
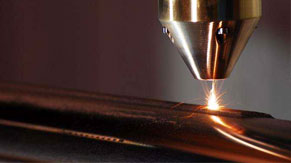





铝合金型材金属激光焊接机的难题和防范措施
1、铝合金型材表层的高下意识抓握和高传热性
这一特性能够用铝合金型材的外部经济构造来表述。因为铝合金型材中存有相对密度挺大的自由电子,自由电子遭受激光器(明显的无线电波)逼迫振动而造成副边无线电波,导致明显的反射面波和较差的散射波,因此铝合金型材表层对激光器具备较高的透射率和不大的消化率。自由电子的布朗运动受激而越来越更加强烈,因此铝合金型材也具备很高的传热性。
对于铝合金型材对激光器的高下意识抓握,世界各国已作了很多科学研究,实验得出结论,开展适度的表层归一化处理如喷砂工艺、打磨砂纸打磨抛光、表层有机化学腐蚀、表层镀、高纯石墨镀层、气体炉中空气氧化等均能够减少光线反射面,合理地扩大铝合金型材对光线动能的消化吸收。另一个,从电焊焊接总体设计层面考虑到,在铝合金型材表层人工服务制孔或选用光粉尘收集器方式连接头,开V形焊缝或选用拼焊(拼凑空隙等于人工服务制孔) 方式 ,能够提升铝合金型材对激光器的消化吸收,得到很大的熔深。另一个,可以运用有效设计构思电焊焊接间隙来提升铝合金型材表层对激光器动能的消化吸收。
2、小圆孔效用及等离子技术对铝合金型材金属激光焊接机的危害
在铝合金型材金属激光焊接机全过程中,小圆孔的出現能够进一步提高原材料对激光器的消化率,电焊焊接能够得到大量的动能,而铝原素及其铝合金型材中的Mg、Zn、Li熔点低、易挥发且饱和蒸汽压大,尽管这有利于小圆孔的产生,但等离子技术的水冷却功效(等离子技术对动能的屏蔽掉和消化吸收,降低了激光器对对接焊缝的动能键入)促使等离子技术自身"超温",却阻拦了小圆孔保持持续存有,非常容易造成出气孔等铸造缺陷,进而危害电焊焊接成型和连接头的物理性能,因此小圆孔的诱发和平稳变成确保金属激光焊接机品质的1个重中之重。
因为铝合金型材的高下意识抓握和高传热性,要诱发小圆孔的产生就必须激光器有更高的比能量。因为比能量阀值的高矮实质中受其合金成分的操纵,因而能够根据操纵加工工艺主要参数,挑选明确激光器输出功率确保适合的热输入量,来得到平稳的电焊焊接全过程。另一个,比能量阀值必须水平上还遭受维护汽体类型的危害。比如,金属激光焊接机铝合金型材时应用N2气时可较非常容易地诱发出小圆孔,而应用He气则不可以诱发出小圆孔。这由于N2和Al中间可产生化学反应,转化成的Al-N-O 三块化学物质提升了对激光器消化率。
3、出气孔难题
铝合金型材类型不一样,造成的出气孔种类也不一样。通常觉得,铝合金型材在电焊焊接全过程中造成下列几种出气孔。
3.1、氡气孔。铝合金型材在有氢的自然环境中熔融后,其內部的含氢量可超过0.69ml/100g左右。但凝结之后,其均衡情况下的溶氢工作能力数*多只能0.036ml/100g,二者相差近20倍。因而,在由液体向固态硬盘变化的全过程中,液体铝中不必要的氡气必然要溶解。假如溶解的氢不可以圆满上调逸出,就会集聚成汽泡残余在固态硬盘铝合金型材变成出气孔。
3.2、维护汽体造成的出气孔。在一般金属激光焊接机铝合金型材的全过程中,因为溶池底端小圆孔*前沿金属材料的明显挥发,使维护汽体被卷进溶池产生汽泡,当汽泡赶不及逸出而残余在固态硬盘铝合金型材中即变成出气孔。
3.3、小圆孔坍塌造成的出气孔。在金属激光焊接机全过程中,当界面张力超过蒸汽工作压力时,小圆孔将不可以保持平稳而坍塌,金属材料赶不及添充就产生了孔眼。对降低或防止铝合金型材金属激光焊接机中的出气孔缺点也是许多具体对策,如调节激光器输出功率波型,降低小圆孔不平稳坍塌,更改光线聚焦高宽比和歪斜直射,在电焊焊接全过程时释放电磁感应经场功效及其在真空泵中开展电焊焊接等。近年来,又出現了选用填丝或预设合金粉未、复合型热原和双聚焦技术性来降低出气孔造成的加工工艺,有非常好的实际效果。
4、裂痕难题
铝合金型材归属于典型性的共晶铝合金,在金属激光焊接机迅速凝结下更非常容易造成热裂痕,焊接金属材料结晶体时在柱状晶界限产生AL-Si或Mg-Si等低溶点共晶是造成裂痕造成的缘故。为降低热裂痕,能够选用填丝或预设合金粉未等方式 开展金属激光焊接机。根据调节激光器波型,操纵热键入还可以降低结晶体裂痕。
上一篇:自动激光焊接机焊接方式有哪些
下一篇:没有了!

